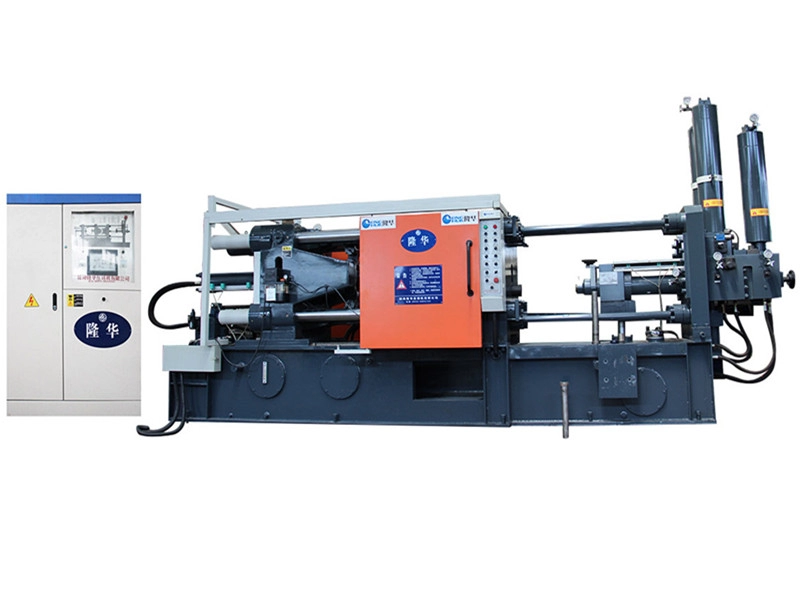




Machine de coulée sous pression Longhua pour ustensiles de cuisine en aluminium, haute efficacité et automatisation facile.
Article de produit :
Machines de moulage sous vide intelligentes pour la fabrication d'ustensiles de cuisine en aluminium (LH-800T)
Selon les exigences de rendement, de processus de production, de variété et de taille, les types et modèles de machines de moulage sous pression, l'efficacité de la production et le taux de charge de l'équipement doivent être coordonnés et raisonnablement configurés.
N'utilisez pas de grosses machines avec des petites ou des grandes, mais utilisez des machines fines avec de grandes machines pour assurer le fonctionnement en toute sécurité du sable de la machine de coulée sous pression.



SÉRIE LH DE TABLE DES PARAMÈTRES STANDARD (LH-800 T)
ÉLÉMENTS | UNITÉ | SPÉCIFICATION |
PRESSION DE TRAVAIL HYDRAULIQUE | AMP | 14 |
FORCE DE SERRAGE | KN | 8000 |
ESPACE ENTRE LES BARRES | MM | 810*810 |
DIAMÈTRE DE LA BARRE DE LIAISON | MM | ¢170 |
COURSE D'OUVERTURE DE MATRICE | MM | 750 |
FORCE D'INJECTION (INTENSIFIER) | KN | 680 |
DISTANCE DE LANCEMENT DU PLONGEUR | MM | 280 |
POSTE D'INJECTION | MM | 0 -- 250 |
DIAMÈTRE DU PLONGEUR | MM | ¢80----¢100 |
COURSE D'INJECTION | MM | 720 |
PRESSION DE COULÉE (INTENSIFIER) | AMP | 153/78/57 |
CASTING FIANGE PROTRUSION | MM | 20 |
DIAMÈTRE DU FIANGE DE COULÉE | MM | 180 |
ZONE DE COULÉE MAX SOUS 40MPA | CM2 | 1900 |
POIDS D'INJECTION(AL) | KG | 13 |
DIE HAUTEUR(MIN--MAX) | MM | 350~900 |
FORCE D'ÉJECTEUR | KN | 315 |
COURSE DE L'ÉJECTEUR | MM | 200 |
CAPACITÉ DU MOTEUR | KW | 30 |
DIMENSIONS DE LA MACHINE (L*W*H) | M | 9*2.2*3.1 |
POIDS DE RÉFÉRENCE DE LA MACHINE POUR L'ÉLÉVATION | T | 35 |
CAPACITÉ DU RÉSERVOIR D'HUILE | L | 1500 |
PS : NOUS NOUS RÉSERVONS LE DROIT D'APPORTER TOUTE AMÉLIORATION TECHNIQUE SANS PRÉAVIS
Règles de fonctionnement sûres pour la machine de coulée sous pression en alliage d'aluminium
1.Machine de moulage sous pression en alliage d'aluminium avant le démarrage, il faut d'abord mettre la poignée de la soupape de surpression en position de surpression, jusqu'au fonctionnement normal du moteur, puis relâcher la poignée de la soupape de surpression.
2. La machine de coulée sous pression en alliage d'aluminium doit chauffer le modèle à la température spécifiée avant la prise de vue, puis peut être pressée dans la solution métallique.
3. Un déflecteur de protection doit être utilisé au point de contact de la surface de séparation du moule et de la porte. Les opérateurs doivent porter des lunettes de protection. L'opérateur ne doit pas se tenir du côté opposé au contact de la surface de séparation. Prévenir les blessures par éclaboussures de liquide métallique.
4. Ne pas approcher de feu nu près du réservoir de carburant. Le refroidissement par eau doit être appliqué lorsque la température du réservoir dépasse la température de fonctionnement spécifiée de l'équipement.
5. Des outils doivent être utilisés lors du retrait des pièces moulées et des contremarches des moules de moulage sous pression. Après avoir retiré la pièce moulée, les résidus métalliques adhérant au moule et au trou d'air doivent être éliminés à temps.
6. Lorsque le travail est terminé, la pompe à huile doit être arrêtée et toutes les vannes fermées. Si le four d'isolation est utilisé pour l'isolation de liquide métallique, coupez l'alimentation électrique et arrêtez l'équipement de ventilation sur le four d'isolation.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier