English
Italian
Spanish
Arabic
Polish
German
Russian
French
Dutch
Thai
Turkish
Greek
Indonesian
Vietnamese
Japanese
Portuguese
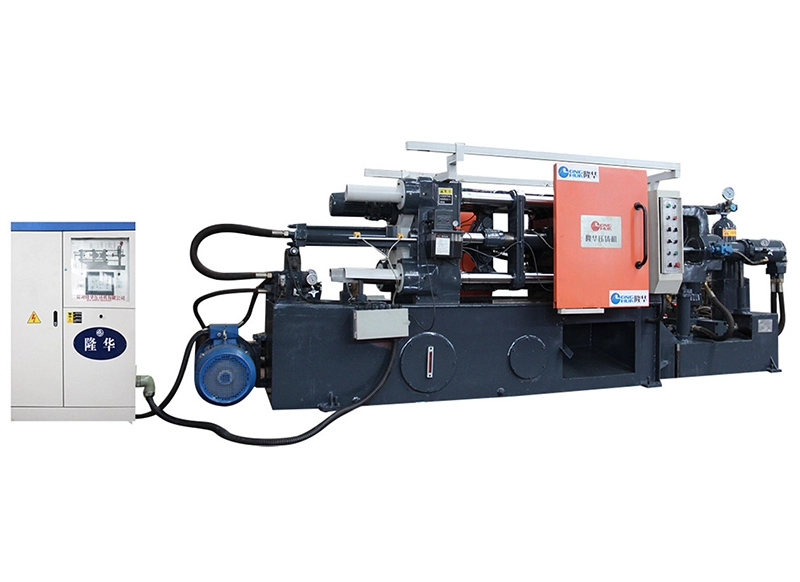
Les machines de moulage sous pression Longhua sont certifiées par SGS.
Article de produitFabricant de machines de moulage sous pressionMachines de coulée sous pression de marque LonghuaLa machine de coulée sous pression dispose d'un système d'injection stable à haute performance.1.Machine de moulage sous pressionadopte un système d'injection unique avec force de vibration, ce qui rend l'injection plus puissante et améliore considérablement la stabilité de la qualité du produit.2. L'accumulateur d'énergie d'injection et de suralimentation de la machine de coulée sous pression est séparé indépendamment et l'injection est ajustée indépendamment pour assurer la stabilité de la pression d'injection.3.La machine de coulée adopte une structure à quatre tirants, qui est plus stable et fiable.4.La vitesse maximale d'injection d'air de la machine de moulage sous pression est ≥8Mhttps://www.longhuamachine.com/s, et le temps de construction sous pression est ≤20ms.5. Segment à basse vitesse : il peut être contrôlé avec précision pour éviter le problème de piégeage d'air.6. Pause à grande vitesse : la vitesse élevée peut être atteinte rapidement, et le temps de remplissage et l'effet de formation de coulée peuvent être contrôlés efficacement.7. Section de suralimentation : la vitesse de suralimentation peut être modifiée en fonction du processus pour améliorer la densité de coulée sans provoquer de déformation.SÉRIE LH DE TABLE DES PARAMÈTRES STANDARD (LH-140T)ÉLÉMENTSUNITÉSPÉCIFICATIONPRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
Fabricant de machines de moulage sous pressionMachines de coulée sous pression de marque LonghuaLa machine de coulée sous pression dispose d'un système d'injection stable à haute performance.1.Machine de moulage sous pressionadopte un système d'injection unique avec force de vibration, ce qui rend l'injection plus puissante et améliore considérablement la stabilité de la qualité du produit.2. L'accumulateur d'énergie d'injection et de suralimentation de la machine de coulée sous pression est séparé indépendamment et l'injection est ajustée indépendamment pour assurer la stabilité de la pression d'injection.3.La machine de coulée adopte une structure à quatre tirants, qui est plus stable et fiable.4.La vitesse maximale d'injection d'air de la machine de moulage sous pression est ≥8Mhttps://www.longhuamachine.com/s, et le temps de construction sous pression est ≤20ms.5. Segment à basse vitesse : il peut être contrôlé avec précision pour éviter le problème de piégeage d'air.6. Pause à grande vitesse : la vitesse élevée peut être atteinte rapidement, et le temps de remplissage et l'effet de formation de coulée peuvent être contrôlés efficacement.7. Section de suralimentation : la vitesse de suralimentation peut être modifiée en fonction du processus pour améliorer la densité de coulée sans provoquer de déformation.SÉRIE LH DE TABLE DES PARAMÈTRES STANDARD (LH-140T)ÉLÉMENTSUNITÉSPÉCIFICATIONPRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
La machine de coulée sous pression dispose d'un système d'injection stable à haute performance.1.Machine de moulage sous pressionadopte un système d'injection unique avec force de vibration, ce qui rend l'injection plus puissante et améliore considérablement la stabilité de la qualité du produit.2. L'accumulateur d'énergie d'injection et de suralimentation de la machine de coulée sous pression est séparé indépendamment et l'injection est ajustée indépendamment pour assurer la stabilité de la pression d'injection.3.La machine de coulée adopte une structure à quatre tirants, qui est plus stable et fiable.4.La vitesse maximale d'injection d'air de la machine de moulage sous pression est ≥8Mhttps://www.longhuamachine.com/s, et le temps de construction sous pression est ≤20ms.5. Segment à basse vitesse : il peut être contrôlé avec précision pour éviter le problème de piégeage d'air.6. Pause à grande vitesse : la vitesse élevée peut être atteinte rapidement, et le temps de remplissage et l'effet de formation de coulée peuvent être contrôlés efficacement.7. Section de suralimentation : la vitesse de suralimentation peut être modifiée en fonction du processus pour améliorer la densité de coulée sans provoquer de déformation.SÉRIE LH DE TABLE DES PARAMÈTRES STANDARD (LH-140T)ÉLÉMENTSUNITÉSPÉCIFICATIONPRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
1.Machine de moulage sous pressionadopte un système d'injection unique avec force de vibration, ce qui rend l'injection plus puissante et améliore considérablement la stabilité de la qualité du produit.2. L'accumulateur d'énergie d'injection et de suralimentation de la machine de coulée sous pression est séparé indépendamment et l'injection est ajustée indépendamment pour assurer la stabilité de la pression d'injection.3.La machine de coulée adopte une structure à quatre tirants, qui est plus stable et fiable.4.La vitesse maximale d'injection d'air de la machine de moulage sous pression est ≥8Mhttps://www.longhuamachine.com/s, et le temps de construction sous pression est ≤20ms.5. Segment à basse vitesse : il peut être contrôlé avec précision pour éviter le problème de piégeage d'air.6. Pause à grande vitesse : la vitesse élevée peut être atteinte rapidement, et le temps de remplissage et l'effet de formation de coulée peuvent être contrôlés efficacement.7. Section de suralimentation : la vitesse de suralimentation peut être modifiée en fonction du processus pour améliorer la densité de coulée sans provoquer de déformation.SÉRIE LH DE TABLE DES PARAMÈTRES STANDARD (LH-140T)ÉLÉMENTSUNITÉSPÉCIFICATIONPRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
2. L'accumulateur d'énergie d'injection et de suralimentation de la machine de coulée sous pression est séparé indépendamment et l'injection est ajustée indépendamment pour assurer la stabilité de la pression d'injection.3.La machine de coulée adopte une structure à quatre tirants, qui est plus stable et fiable.4.La vitesse maximale d'injection d'air de la machine de moulage sous pression est ≥8Mhttps://www.longhuamachine.com/s, et le temps de construction sous pression est ≤20ms.5. Segment à basse vitesse : il peut être contrôlé avec précision pour éviter le problème de piégeage d'air.6. Pause à grande vitesse : la vitesse élevée peut être atteinte rapidement, et le temps de remplissage et l'effet de formation de coulée peuvent être contrôlés efficacement.7. Section de suralimentation : la vitesse de suralimentation peut être modifiée en fonction du processus pour améliorer la densité de coulée sans provoquer de déformation.SÉRIE LH DE TABLE DES PARAMÈTRES STANDARD (LH-140T)ÉLÉMENTSUNITÉSPÉCIFICATIONPRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
3.La machine de coulée adopte une structure à quatre tirants, qui est plus stable et fiable.4.La vitesse maximale d'injection d'air de la machine de moulage sous pression est ≥8Mhttps://www.longhuamachine.com/s, et le temps de construction sous pression est ≤20ms.5. Segment à basse vitesse : il peut être contrôlé avec précision pour éviter le problème de piégeage d'air.6. Pause à grande vitesse : la vitesse élevée peut être atteinte rapidement, et le temps de remplissage et l'effet de formation de coulée peuvent être contrôlés efficacement.7. Section de suralimentation : la vitesse de suralimentation peut être modifiée en fonction du processus pour améliorer la densité de coulée sans provoquer de déformation.SÉRIE LH DE TABLE DES PARAMÈTRES STANDARD (LH-140T)ÉLÉMENTSUNITÉSPÉCIFICATIONPRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
4.La vitesse maximale d'injection d'air de la machine de moulage sous pression est ≥8Mhttps://www.longhuamachine.com/s, et le temps de construction sous pression est ≤20ms.5. Segment à basse vitesse : il peut être contrôlé avec précision pour éviter le problème de piégeage d'air.6. Pause à grande vitesse : la vitesse élevée peut être atteinte rapidement, et le temps de remplissage et l'effet de formation de coulée peuvent être contrôlés efficacement.7. Section de suralimentation : la vitesse de suralimentation peut être modifiée en fonction du processus pour améliorer la densité de coulée sans provoquer de déformation.SÉRIE LH DE TABLE DES PARAMÈTRES STANDARD (LH-140T)ÉLÉMENTSUNITÉSPÉCIFICATIONPRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
5. Segment à basse vitesse : il peut être contrôlé avec précision pour éviter le problème de piégeage d'air.6. Pause à grande vitesse : la vitesse élevée peut être atteinte rapidement, et le temps de remplissage et l'effet de formation de coulée peuvent être contrôlés efficacement.7. Section de suralimentation : la vitesse de suralimentation peut être modifiée en fonction du processus pour améliorer la densité de coulée sans provoquer de déformation.SÉRIE LH DE TABLE DES PARAMÈTRES STANDARD (LH-140T)ÉLÉMENTSUNITÉSPÉCIFICATIONPRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
6. Pause à grande vitesse : la vitesse élevée peut être atteinte rapidement, et le temps de remplissage et l'effet de formation de coulée peuvent être contrôlés efficacement.7. Section de suralimentation : la vitesse de suralimentation peut être modifiée en fonction du processus pour améliorer la densité de coulée sans provoquer de déformation.SÉRIE LH DE TABLE DES PARAMÈTRES STANDARD (LH-140T)ÉLÉMENTSUNITÉSPÉCIFICATIONPRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
7. Section de suralimentation : la vitesse de suralimentation peut être modifiée en fonction du processus pour améliorer la densité de coulée sans provoquer de déformation.SÉRIE LH DE TABLE DES PARAMÈTRES STANDARD (LH-140T)ÉLÉMENTSUNITÉSPÉCIFICATIONPRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
SÉRIE LH DE TABLE DES PARAMÈTRES STANDARD (LH-140T)ÉLÉMENTSUNITÉSPÉCIFICATIONPRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
ÉLÉMENTSUNITÉSPÉCIFICATIONPRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
UNITÉSPÉCIFICATIONPRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
SPÉCIFICATIONPRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
PRESSION DE TRAVAIL HYDRAULIQUEAMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
AMP7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
7FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
FORCE DE SERRAGEKN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
KN1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
1400ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
ESPACE ENTRE LES BARRESMM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
MM420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
420*420DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
DIAMÈTRE DE LA BARRE DE LIAISONMM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
MM¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
¢80COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
COURSE D'OUVERTURE DE MATRICEMM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
MM350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
350FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
FORCE D'INJECTION (INTENSIFIER)KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
KN180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
180DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
DISTANCE DE LANCEMENT DU PLONGEURMM120POSTE D'INJECTIONMM
MM120POSTE D'INJECTIONMM
120POSTE D'INJECTIONMM
POSTE D'INJECTIONMM
MM