

La machine de moulage sous pression Longhua se concentre sur le moulage sous pression de haute qualité.
Article de produit :
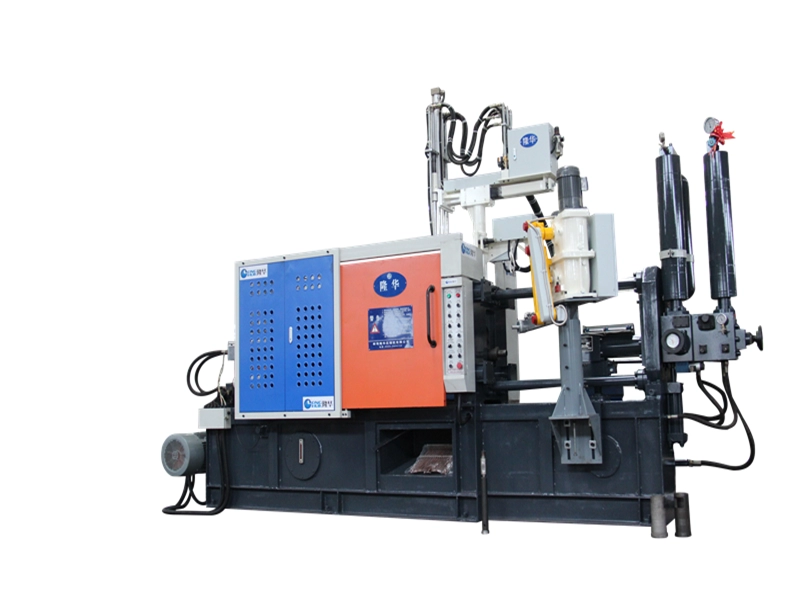
Machines de moulage sous pression de métaux non ferreux pour la fabrication d'armatures en aluminium (LH-220T)


SÉRIE LH DE TABLE DES PARAMÈTRES STANDARD (LH-220 T)
ÉLÉMENTS | UNITÉ | SPÉCIFICATION |
PRESSION DE TRAVAIL HYDRAULIQUE | AMP | 14 |
FORCE DE SERRAGE | KN | 2200 |
ESPACE ENTRE LES BARRES | MM | 510*510 |
DIAMÈTRE DE LA BARRE DE LIAISON | MM | ¢90 |
COURSE D'OUVERTURE DE MATRICE | MM | 400 |
FORCE D'INJECTION (INTENSIFIER) | KN | 270 |
DISTANCE DE LANCEMENT DU PLONGEUR | MM | 140 |
POSTE D'INJECTION | MM | 0 -- 140 |
DIAMÈTRE DU PLONGEUR | MM | ¢50----¢70 |
COURSE D'INJECTION | MM | 345 |
PRESSION DE COULÉE (INTENSIFIER) | AMP | 112/78/57 |
CASTING FIANGE PROTRUSION | MM | 10 |
DIAMÈTRE DU FIANGE DE COULÉE | MM | 110 |
ZONE DE COULÉE MAX SOUS 40MPA | CM2 | 160-679 |
POIDS D'INJECTION(AL) | KG | 3 |
DIE HAUTEUR(MIN--MAX) | MM | 220~600 |
FORCE D'ÉJECTEUR | KN | 120 |
COURSE DE L'ÉJECTEUR | MM | 90 |
CAPACITÉ DU MOTEUR | KW | 15 |
DIMENSIONS DE LA MACHINE (L*W*H) | M | 5.6*1.6*2.4 |
POIDS DE RÉFÉRENCE DE LA MACHINE POUR L'ÉLÉVATION | T | 8.2 |
CAPACITÉ DU RÉSERVOIR D'HUILE | L | 680 |
PS: NOUS NOUS RÉSERVONS LE DROIT D'APPORTER TOUTE AMÉLIORATION TECHNIQUE SANS PRÉAVIS
Caractéristiques principales de la machine de moulage sous pression LongHua :
1. Le système d'injection avec une force de vibration unique rend l'injection plus puissante et améliore considérablement la stabilité de la qualité du produit.
2. L'injection et l'accumulateur de suralimentation sont séparés indépendamment et l'injection est ajustée indépendamment pour assurer la stabilité de la pression d'injection.
3. L'injection adopte une structure à quatre tirants, qui est plus stable et fiable.
4. la vitesse de prise de vue à pression d'air maximale est ≥ 8 M/s et le temps de construction sous pression est ≤ 20 ms.
5. segment à basse vitesse : il peut être contrôlé avec précision pour éviter le problème de piégeage d'air.
6. rupture à grande vitesse: la vitesse élevée peut être atteinte rapidement, et le temps de remplissage et l'effet de formation de coulée peuvent être contrôlés efficacement.
7. section de suralimentation : la vitesse de suralimentation peut être modifiée en fonction du processus pour améliorer la densité de coulée sans provoquer de déformation.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier